| 7075-T6铝合金的放电等离子烧结连接工艺优化 |
| |
| 引用本文: | 李德银, 万银根, 谢兰生, 陈明和. 7075-T6铝合金的放电等离子烧结连接工艺优化[J]. 机械工程材料, 2024, 48(9): 44-52. DOI: 10.11973/jxgccl230359 |
| |
| 作者姓名: | 李德银 万银根 谢兰生 陈明和 |
| |
| 作者单位: | 1.南京航空航天大学机电学院,南京 210016 |
| |
| 摘 要: | 
采用放电等离子烧结技术对7075-T6铝合金进行连接,通过单因素法研究了母材表面预处理(400#砂纸打磨、化学浸蚀、400#砂纸打磨+化学浸蚀、2000#砂纸打磨+化学浸蚀)以及升温速率(10,30,50 ℃·min−1)、连接温度(450,470,490,510 ℃)、连接压力(4.5,5.0,5.5,6.0,7.0 MPa)和保温时间(45,60,75,90,120 min)对接头连接质量、剪切性能和变薄率的影响,确定了合适的表面预处理工艺以及最优的工艺参数。结果表明:合适的表面预处理工艺为400#砂纸打磨,获得7075-T6铝合金接头的连接质量最好,接头界面未闭合孔洞很少,焊合率最大,为71.7%;随着升温速率的升高,接头的连接质量变差,但其焊合率均高于76%,接头的抗剪强度和变薄率均降低;随着连接温度的升高或连接压力的增加,接头的连接质量变好,接头的焊合率、抗剪强度和变薄率均增大,但当连接压力大于6.0 MPa时,焊合率和抗剪强度增加幅度减小,而变薄率大幅增加;随着保温时间的延长,接头的焊合率、抗剪强度和变薄率的变化幅度均较小。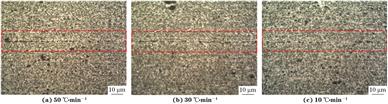
400#砂纸打磨后7075-T6铝合金的最优连接工艺为升温速率50 ℃·min−1、连接压力6.0 MPa、连接温度490 ℃、保温时间45 min,此时接头的焊合率为81.3%,抗剪强度为132.9 MPa,变薄率为1.91%,剪切断裂方式为韧性断裂。
|
| 关 键 词: | 7075-T6铝合金 放电等离子烧结 连接工艺优化 剪切强度 连接质量 |
| 收稿时间: | 2023-08-03 |
| 修稿时间: | 2024-06-27 |
|
| 点击此处可从《机械工程材料》浏览原始摘要信息 |
|
点击此处可从《机械工程材料》下载全文 |
|