|
|||||
|
|
| 双丝焊接技术及双丝三电弧焊接稳定性研究进展 | |
| 引用本文: | 钟蒲, 李亮玉, 任国春, 王天琪, 郭东波. Tri-Arc双丝焊“Γ”形电弧及其促进方法[J]. 焊接学报, 2024, 45(2): 54-60. DOI: 10.12073/j.hjxb.20230827001 |
| 作者姓名: | 钟蒲 李亮玉 任国春 王天琪 郭东波 |
| 作者单位: | 1.天津工业大学, 天津市现代机电装备技术重点实验室, 天津 , 300387 |
| 基金项目: | 国家自然科学基金资助项目 (51975410). |
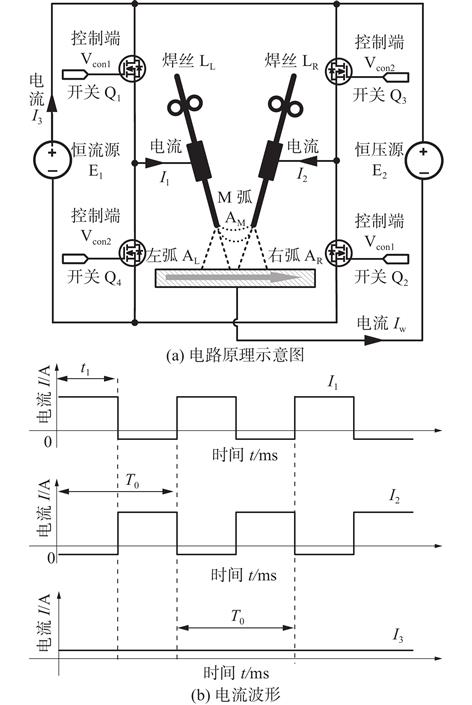
| 摘 要: |  Tri-Arc双丝三电弧焊通过中间第3弧的M弧重新分配焊接热输入,实现高熔覆率低热输入焊接. M弧与主电弧耦合,在整个动态周期表现为“Γ”形和“μ”形及其镜像形态. 该文研究“Γ”形电弧的形成机理和热输入调控机制,结果表明,“Γ”形态由“μ”形态转变而来,熔滴振荡引起焊丝末端间距的变化,从而促进耦合电弧“Γ”形态的形成,此时M弧不作用于母材,比“μ”形电弧焊接热输入更低.  |
| 关 键 词: | 双丝三弧焊 电弧耦合 电弧形态 电弧热分配 焊接热输入 |
| 收稿时间: | 2023-08-27 |
| 点击此处可从《焊接学报》浏览原始摘要信息 | |
| 点击此处可从《焊接学报》下载免费的PDF全文 | |